來(lái)源:中科煜宸 作者:中科煜宸 時(shí)間:2023-06-28 09:23:11 已閱:0次
渦輪是航空發(fā)動(dòng)機(jī)中熱負(fù)荷和機(jī)械負(fù)荷最大的部件,渦輪葉片的工作環(huán)境尤為惡劣,其制造技術(shù)也被列為現(xiàn)代航空發(fā)動(dòng)機(jī)的關(guān)鍵技術(shù)。
氣膜冷卻是一種有效的降溫手段。冷卻孔的孔徑一般在0.2~1.25mm,單個(gè)葉片上分布著幾十到幾百個(gè)這樣的微孔群。燃燒室甚至有高達(dá)數(shù)萬(wàn)個(gè)這樣的冷卻微孔。

帶涂層的渦輪葉片
渦輪葉片的基體材料廣泛采用鑄造高溫合金,同時(shí)氣膜孔的大深徑比、陶瓷涂層不導(dǎo)電的特性,使得傳統(tǒng)的CNC和電火花打孔加工工藝難以滿(mǎn)足先進(jìn)氣膜冷卻結(jié)構(gòu)的加工需求。
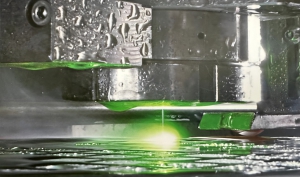
中科煜宸采用水導(dǎo)激光加工氣膜孔并進(jìn)行結(jié)果觀(guān)察:
加工材料與工藝要求
材料牌號(hào):鎳基合金+熱障涂層
材料規(guī)格:150mmx50mmx3mm

加工工藝要求
直孔:共計(jì) 17 個(gè),其中 4±0.01mm 尺寸為測(cè)試機(jī)床精度,按 0.01mm 要求控制,其余位置精度不做嚴(yán)格控制。孔徑均按 1±0.01mm 控制。
斜孔:共計(jì) 9 個(gè),孔徑均按 1±0.01mm 控制。斜度及方向按上圖要求。
加工結(jié)果
?1孔徑尺寸可以滿(mǎn)足客戶(hù)要求,1.01mm針規(guī)止,0.99mm針規(guī)通。
使用CCD相機(jī)觀(guān)察孔口形貌:孔口無(wú)熔渣堆積、無(wú)崩邊,孔壁無(wú)微裂紋;入口端和出口端孔徑基本一致,沿孔軸線(xiàn)方向無(wú)錐度產(chǎn)生。熱影響區(qū)深度可以有效控制在3?。
按照相同參數(shù)切邊,測(cè)量表面粗糙度為Ra0.9。
4±0.01mm、8±0.01mm 線(xiàn)性尺寸實(shí)際測(cè)量值為4.002mm、7.996mm,均滿(mǎn)足客戶(hù)要求。

90°直孔-無(wú)涂層鎳基高溫合金加工結(jié)果觀(guān)察

90°直孔-帶涂層鎳基高溫合金加工結(jié)果觀(guān)察

60°斜孔-無(wú)涂層鎳基高溫合金加工結(jié)果觀(guān)察

60°斜孔-帶涂層鎳基高溫合金加工結(jié)果觀(guān)察
氣膜孔的加工精度及質(zhì)量決定了渦輪葉片的可靠性,進(jìn)而影響著航空發(fā)動(dòng)機(jī)整機(jī)的安全性。
綜上表明,中科煜宸水導(dǎo)激光加工技術(shù)具有高精度、高質(zhì)量及高效率等方面優(yōu)勢(shì),可完美應(yīng)用于航空發(fā)動(dòng)機(jī)熱端部件氣膜冷卻孔、表面結(jié)構(gòu)等的打孔加工。